动态响应快
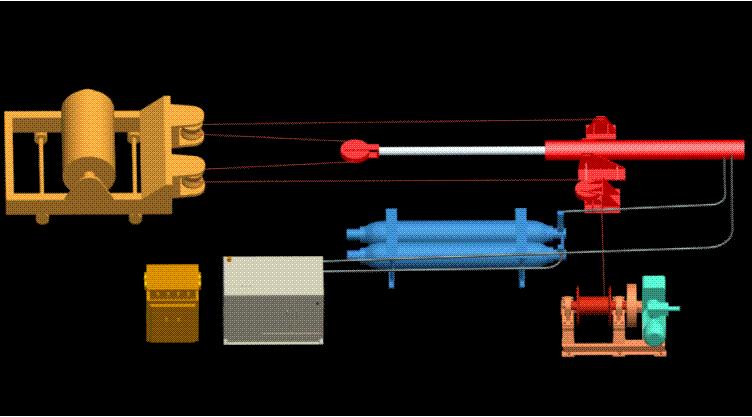
带式输送机起动时,胶带的松边会突然松弛伸长,此时拉紧油缸在蓄能站的作用下,能立刻收缩活塞杆,及时补偿胶带的伸长量,减小了胶带松边对紧边的冲击,不但使得输送机起动平稳、可靠,而且较好地保护了胶带特别是胶带的接头,可防止或避免断带事故的发生。这也是其他种类拉紧装置所无法比拟的特点。

结构紧凑,布置型式简单
以往的绞车拉紧装置或重锤拉紧装置一般均采用多种滑轮组使拉紧钢丝绳多绳缠绕,不但使得拉紧系统复杂化,而且使得拉紧的动态响应特性差。本拉紧装置结构紧凑,拉紧用的钢丝绳缠绕的布置形式为简单,因而简化了带式输送机的拉紧系统,使得拉紧的动态响应好,改善了带式输送机的运行特性。
9、电控柜应有与输煤程控的接口信号,如程控启动、停止、程序中断、故障报警等,以便运行人员在主控室遥控监视设备运行情况。电控柜纳入远方控制系统(PLC)进行控制/监视的信号接点要求如下:
开关量输出信号(DI in DCS/PLC):主要包括反馈给远方的运行状态信号、控制电源消失以及各种故障报警信号等,应为无源接点,接点容量满足DC 220V 3A 或DC 110V 6A要求;
控制量输入信号(DO in DCS/PLC):电控柜内的控制回路电压不应220V,且应留有供远方控制命令输入的端子,若启停合用一个接点应注明;
模拟量输出信号(AI in DCS/PLC):应为DC 4~20mA有源输出。
10、 电控柜应是前开门,能靠墙布置,并能防潮、防尘、防支架的振动,其防护等级不IP54 。
仪表和控制要求(I&C)
11、自动液压张紧装置的操作方式有手动和自动,手动分为远方手动和机旁手动。其中程控系统由可编程控制器(PLC)与输煤程控上位机监控管理系统组成。
12、自动液压张紧装置应提供PLC-上位机显示和报警系统功能,应能及时采集、处理和显示自动液压张紧装置的运行状态,PLC-上位机监视和控制系统设有数据采集和处理、显示操作、事故报警、打印制表等功能。
13、自动液压张紧装置的模拟量经变送器将4-20mA的DC信号通过PLC模件进入监控系统,在输煤程控的CRT上显示并能打印制表,模拟量变送器由投标方负责供货。
14、 投标方负责提供通讯接口的硬件和软件。
15、 自动液压张紧装置应设就地急停按钮。

执行标准:
液压张紧装置的设计、制造、安装、验收应以中国国家标准(GB)为基础,并参考下列规范和标准:
DLJ52 电力建设及施工验收规范
GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
GB986埋弧焊焊缝坡口的基本形式与尺寸
GB3323钢熔化焊对接接头射线照相和质量分级
GB11345钢焊缝手工声波探伤方法和探伤结果分析
GB1184形状和位置公差、未注公差的规定
GB1901公差与配合尺寸至500mm孔、轴工差带与配合
GB/T1804一般公差线性尺寸的未注公差
GB1764漆膜厚度测定法
JB/ZQ4000.7锻件通用技术要求
GB12348工业企业厂界噪声标准 II类混合区评价标准
GB11352-89一般工程用铸造碳钢
GB700-88普通碳钢钢结构
GB5680-85高锰钢铸件技术条件
JB/TQ4000.3焊接通用技术条件
IEC/GB电动机技术标准
GBJ17-88钢结构设计规范
GB324-88钢焊缝符号表示法
GB700-88碳素钢结构
GB1184形状和位置公差、未注公差的规定
GB/T1804一般公差线性尺寸的未注公差
GB3767噪声源声功率级的测定
GB5676-86一般工程用铸造碳钢
GB5677铸钢件射线照相及底片等级分类方法
GB6402钢锻材声纵波探伤方法
GB8923涂装钢材表面锈蚀等级和除锈等级
GB9286色漆和清漆漆膜的划格试验
-/gbadbfc/-
http://jan885566.cn.b2b168.com







")





