工作原理
1、通过设置固定支架和竖直支架,使得整个装置稳固,运行可靠。
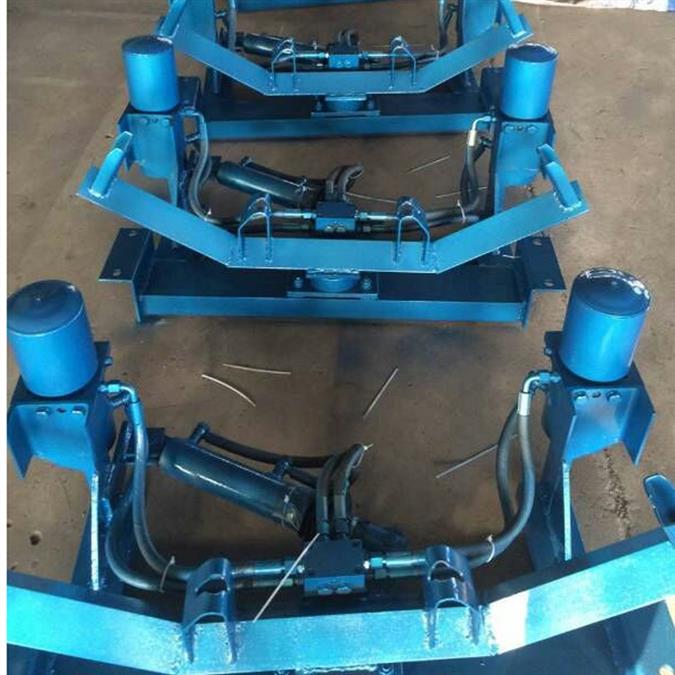
2、在皮带运行过程中由于各种原因导致皮带跑偏后,皮带两端与纠偏轮相连,跑偏的皮带带动纠偏轮转动,纠偏轮驱动纠偏油泵,通过在固定支架的中部液压纠偏装置内的转角装置,活塞杆带动连杆,连杆带动旋转轴,旋转轴带动托辊支架旋转,托辊支架的转动使得皮带回归正常位置。
设计采用通用的外形尺寸。安装维修简便,*对纠偏装置支架及其它部件加以改动。
五、安装、调试、操作
1、装置的安装应按照带式输送机总图要求,准确地安装到位,保证纠偏装置与皮带有足够的张力。
2、安装上装置时,带有纠偏轮的一边应朝皮带运行的反方向。
3、纠偏装置安装后,辊子应保持转动灵活。
4、安装时要求纠偏装置辊子上表面位于同一水平面上。

选型说明
1、液压全自动皮带调偏装置分为上和下两系列;
2、可根据皮带传送机的单向运输和双向运输的工作方式选型参考四型号说明;
3、请用户将使用的皮带输送机与下图尺寸对照,如有不同请提供所使用的输送机尺寸
皮带跑偏是带式输送机的通病,经常造成沿机洒料、皮带磨损、缩短皮带寿命,严重时还会造成皮带撕裂系统瘫痪。中悦公司生产的皮带调偏器是一种带式输送机下托辊纠偏装置,利用跑偏皮带推动调偏立辊从而拉伸调偏,利用调偏液压缸力拉动皮带向中间方向运动。

GBJ17-88钢结构设计规范
GB324-88钢焊缝符号表示法

适用范围:
带式输送机带速1.5m/s~5m/s范围内,运量100T/h~3500T/h,工作载荷2000N,输送机倾角≤180。
4、执行标准:
液压调偏装置及液压张紧装置的设计、制造、安装、验收应以中国国家标准(GB)为基础,并参考下列规范和标准:
DLJ52 电力建设及施工验收规范
GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
GB986埋弧焊焊缝坡口的基本形式与尺寸
GB3323钢熔化焊对接接头射线照相和质量分级
GB11345钢焊缝手工声波探伤方法和探伤结果分析
GB1184形状和位置公差、未注公差的规定
GB1901公差与配合尺寸至500mm孔、轴工差带与配合
GB/T1804一般公差线性尺寸的未注公差
GB1764漆膜厚度测定法
JB/ZQ4000.7锻件通用技术要求
GB12348工业企业厂界噪声标准 II类混合区评价标准
GB11352-89一般工程用铸造碳钢
GB700-88普通碳钢钢结构
http://jan885566.cn.b2b168.com






")





