ZB/Y230A型脉冲反射式声波探伤仪通用技术条件
JB/ZQ4000.3焊接通用技术要求
JB/ZQ4000.7锻件通用技术条件
JB/ZQ4237-86碳素钢结构
JB/ZQ4286-86包装通用技术条件
JB/ZQ4288-86合金钢结构
GB4208外壳防护等级分类
TJ231(四)机械设备安装工程施工及验收规范
GB14784带式输送机安全规范
GB10595-89带式输送机技术条件
GB987带式输送机基本参数与尺寸
GB/T13792带式输送机托辊用电焊钢管
DTII型固定式带式输送机设计选用手册
GB3766液压系统通用技术条件
GB7936液压元件通用技术条件
GB/T15662液压缸实验方法
GB8106方向控制阀实验方法
GB9094液压缸气缸安装尺寸和安装型式代号
GB7936液压泵马达空载排量测定方法
GB/T14211机械密封实验方法
GB/ZQ4286机械密封技术条件
其它未注标准按、部标或行业标准制造验收
4.液压系统调试说明:
4.1液压系统安装后,根据液压原理图、结构图、电气控制图等检查液压系统各部分的安装是否正确无误,管道连接是否正确无误,否则应该及时处理。
4.2油箱注油、液位在液位计的中上部。
4.3 将油箱、集成块以及各油口的表面擦拭干净,以便观察接口是否漏油。
4.4 打开压力表开关,将卸荷溢流阀松开,然后点点动电机以确定转向是否正确。(从尾部看顺时针)
4.5开机前把溢流阀旋纽全部旋出。然后启动电机,空转2-3分钟,看油泵有无异常声音。然后慢慢旋紧溢流阀受轮使系统压力上升,并观察压力表读数的变化以确定溢流阀与压力表是否正常,后使系统压力达到正常工作压力,并观察压力表指针是否来回摆动,摆动轻微视为正常。然后按原理图操作,使各油缸完成预期动作。
4.6 若以上均无异常则本系统合格,可以投入使用。

结构紧凑,布置型式简单
以往的绞车拉紧装置或重锤拉紧装置一般均采用多种滑轮组使拉紧钢丝绳多绳缠绕,不但使得拉紧系统复杂化,而且使得拉紧的动态响应特性差。本拉紧装置结构紧凑,拉紧用的钢丝绳缠绕的布置形式为简单,因而简化了带式输送机的拉紧系统,使得拉紧的动态响应好,改善了带式输送机的运行特性。

1.产品概述
胶带自控液压拉紧装置是根据我国煤矿,冶金等的特点,吸收世界工业发达国家的技术,根据胶带在启动和正常运转状态下拉紧力相同而拉紧行程不同的需要,并根据不同的场所胶带送料密度不同和同一场所送料量变化而确定合理的胶带张力而设计的,该机特点:(1)响应快,胶带启动时,胶带突然松弛伸长,该机能立即缩回油缸,及时补偿胶带的伸长,对紧边的冲击小,从而使启动时平稳可靠,避免断带事故发生;(2)张力调节范围广;(3)皮带打滑时能自动增高拉紧力等保护功能;(4)结构紧凑,安装空间小;(5)可与集控装置相连,实现对该机的远距离集中控制,还可实现微机控制.
本设备为全液压方式,结构紧凑,重量轻,操作简单方便,是胶带运输机的理想配套设备.
该装置于2000年通过部级,现已形成系列,并已全面推广.
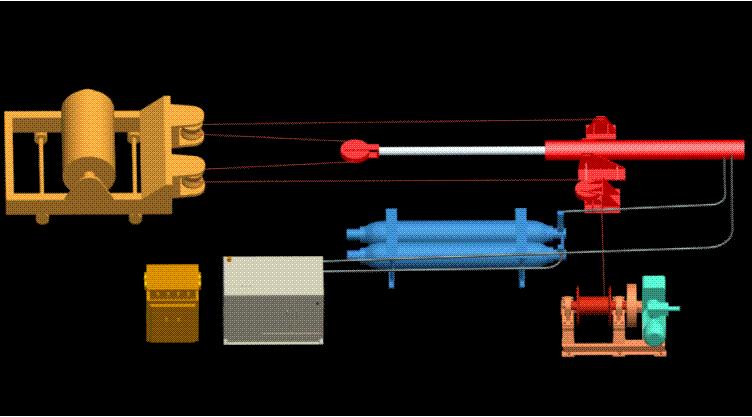
该设备由液压泵站,拉紧油缸,蓄能站,电控制箱及附件部分组成.拉紧油缸能过动滑轮,钢丝绳与拉紧小车相连.根据动滑轮的个数和钢丝绳的缠绕方式,有四种安装方式,根据用户实际情况,对照表选取.
本产品的设计生产符合GB3766-87《液压系统通用技术条件》、《液压元件通用技术条件》(GB/T7935—1987)、《机械设备安装工程及验收通用规范》(G231)、《液压缸技术条件》(JB/T10205—2000)、《液压缸试验方法》(GB/T15622—1995)中的各项技术要求。
http://jan885566.cn.b2b168.com






")





