主要技术参数
2.1全自动稳调装置采用高压胶管加组合垫圈静态平型密封,出厂前试验在系统压力2.5倍的情况下运行8小时,无渗油、漏油现象。
1、全自动稳调装置采用高压胶管耐压大于10MPa,而设备运行所需压力在1.5MPa以内.管道接头采用平行密封.
2、全自动稳调装置采用闽台进口爱力牌孔用圈型号为50*63-8的2件,O型圈型号是¢63*3.1的2件.
3、全自动稳调装置采用全密封结构,不怕水.不怕粉尘,不损伤皮带, 内部连杆采用防锈、防腐、工序处理,活塞杆采用镀铬处理。
4、全自动稳调装置的加油方便,具体位置见图纸。
5、全自动稳调装置的支架、托辊、按装位置都采用DTII皮带设计手册标准。
6、全自动稳调装置采用瑞士进口SKF轴承,型号为SKF6206的2只,SKF6205的2只,SKF6010的一只。
7、全自动稳调装置所装配的连杆、销轴、活塞、活塞杆、油缸生产都符合GB/T6578-1986和GB/T10205-2000的标准、装配符合GB/T9094-1988标准。出厂前试验都要达到配合合理,转动灵活。

皮带自动纠偏装置产品描述:
皮带跑偏是皮带机运行的普遍现象,上皮带跑偏易造成物料散落,皮带跑偏严重易使皮带撕裂;下皮带跑偏易造成皮带磨机架。纠正皮带跑偏是皮带机运行的难题,。使用该装置能有效可靠地纠正正因皮带机各部安装不正、运转不灵、物料冲击力方向不顺、负荷大小变化、皮带内部断面张力不均等各种因素造成的皮带跑偏。该装置填补了国内空白,属技术水平。

GB700-88碳素钢结构
GB1184形状和位置公差、未注公差的规定

工作原理及型号说明
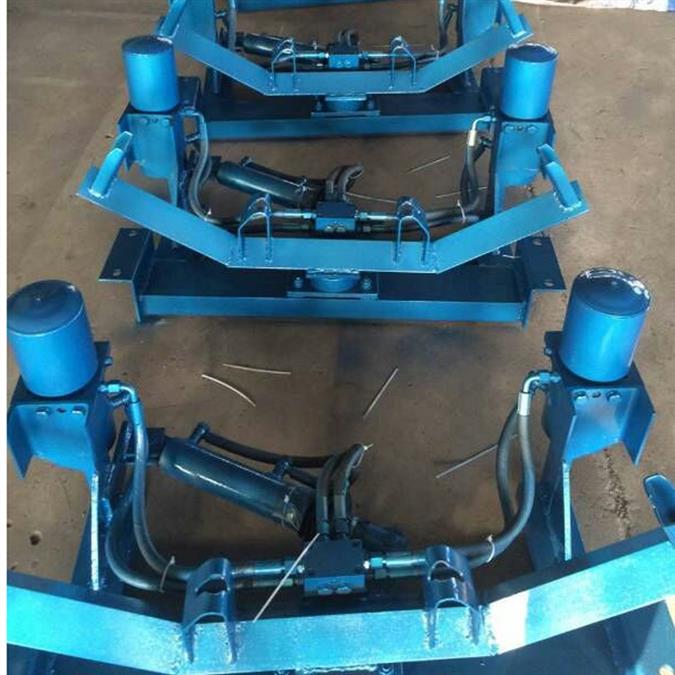
液压调正装置是由检驱轮、油泵、复合油缸、油管总成、固定机架构成。当皮带运行跑 偏时,皮带与检驱轮接触,检驱轮带动油泵旋转,输出压力油控制驱动油缸往复运动,带动 调心托辊偏转,使调心托辊的线运动方向与皮带的运动方向形成一个夹角,产生的摩擦力驱 动皮带,使皮带始终在设定的范围内运行,从而避免皮带跑偏造成散料及皮带与皮带机机架 摩擦撕带,达到保护皮带机正常运行之目的。
结构原理
参照附图,在机架l上一组调心托辊2的两侧相同高度设置两只垂直安装的检驱轮3,检驱轮3转轴与油泵4动力输入轴相连,用两个固定支架5分别把左右两侧的检驱轮3与油 泵4固定在两侧机架l上,调心托辊2与左侧固定支架5之间设置复合油缸6,复合油缸6的尾部与固定支架铰接,复合油缸6的活塞杆与调心托辊2的托辊架转动部分左侧铰接,用油管把油泵4的油口与复合油缸6尾部的油口接通。如图皮带7运行方向为前方时,当皮带 7向左跑偏,触动左侧检驱轮3,左侧油泵迅速输出压力油,通过复合油缸6的油路集成块进入油缸的无杆腔,推动活塞和活塞杆,有杆腔的液压油经油路集成块回复合油缸的油箱中,活塞杆迅速伸出,推动调心托辊2顺时针转动(即调心托辊左侧向前偏转),驱使皮带7向右跑而居中;当皮带7向右跑偏,触动右侧检驱轮3,右侧油泵输出压力油,通过复合油缸6的油路集成块进入油缸的有杆腔,推动活塞使活塞杆回缩,无杆腔的液压油经过油路集成块回到复合油缸6的油箱中,活塞杆迅速缩回,拉动调心托辊2逆时针转动(即调心托辊左侧向后偏转),驱使皮带7向左跑而居中。
http://jan885566.cn.b2b168.com






")





