GB5680-85高锰钢铸件技术条件
JB/TQ4000.3焊接通用技术条件
IEC/GB电动机技术标准
GBJ17-88钢结构设计规范
GB324-88钢焊缝符号表示法
GB700-88碳素钢结构
GB1184形状和位置公差、未注公差的规定
GB/T1804一般公差线性尺寸的未注公差
GB3767噪声源声功率级的测定
GB5676-86一般工程用铸造碳钢
GB5677铸钢件射线照相及底片等级分类方法
GB6402钢锻材超声纵波探伤方法
GB8923涂装钢材表面锈蚀等级和除锈等级
GB9286色漆和清漆漆膜的划格试验
ZB/Y230A型脉冲反射式超声波探伤仪通用技术条件
JB/ZQ4000.3焊接通用技术要求
JB/ZQ4000.7锻件通用技术条件
JB/ZQ4237-86碳素钢结构
JB/ZQ4286-86包装通用技术条件
JB/ZQ4288-86合金钢结构
GB4208外壳防护等级分类
TJ231(四)机械设备安装工程施工及验收规范
GB14784带式输送机安全规范
GB10595-89带式输送机技术条件
GB987带式输送机基本参数与尺寸
GB/T13792带式输送机托辊用电焊钢管
DTII型固定式带式输送机设计选用手册
GB3766液压系统通用技术条件
GB7936液压元件通用技术条件
GB/T15662液压缸实验方法
GB8106方向控制阀实验方法
GB9094液压缸气缸安装尺寸和安装型式代号
GB7936液压泵马达空载排量测定方法
GB/T14211机械密封实验方法
GB/ZQ4286机械密封技术条件
其它未注标准按国标、部标或行业标准制造验收
GB1901公差与配合尺寸至500mm孔、轴工差带与配合
GB/T1804一般公差线性尺寸的未注公差

皮带自动纠偏装置产品描述:
皮带跑偏是皮带机运行的普遍现象,上皮带跑偏易造成物料散落,皮带跑偏严重易使皮带撕裂;下皮带跑偏易造成皮带磨机架。纠正皮带跑偏是皮带机运行的难题,。使用该装置能有效可靠地纠正正因皮带机各部安装不正、运转不灵、物料冲击力方向不顺、负荷大小变化、皮带内部断面张力不均等各种因素造成的皮带跑偏。该装置填补了国内空白,属技术水平。

工作原理及型号说明
液压调正装置是由检驱轮、油泵、复合油缸、油管总成、固定机架构成。当皮带运行跑 偏时,皮带与检驱轮接触,检驱轮带动油泵旋转,输出压力油控制驱动油缸往复运动,带动 调心托辊偏转,使调心托辊的线运动方向与皮带的运动方向形成一个夹角,产生的摩擦力驱 动皮带,使皮带始终在设定的范围内运行,从而避免皮带跑偏造成散料及皮带与皮带机机架 摩擦撕带,达到保护皮带机正常运行之目的。
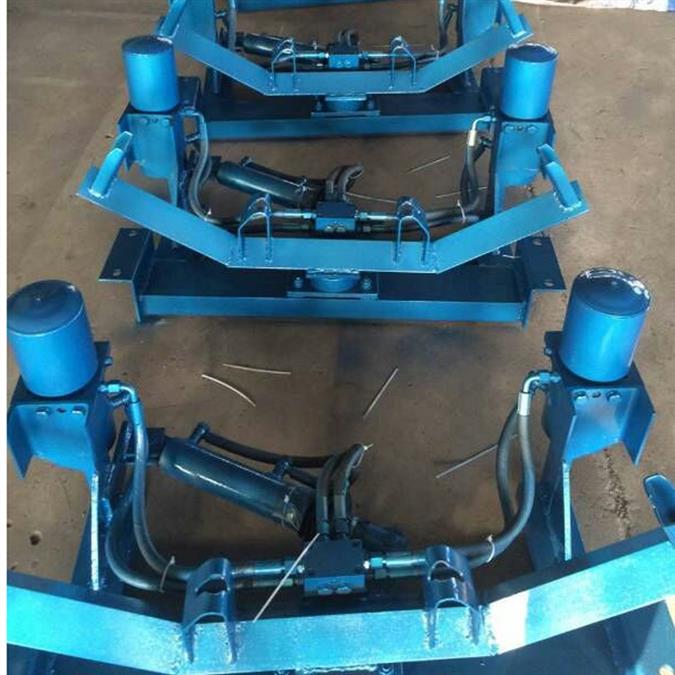
结构原理
参照附图,在机架l上一组调心托辊2的两侧相同高度设置两只垂直安装的检驱轮3,检驱轮3转轴与油泵4动力输入轴相连,用两个固定支架5分别把左右两侧的检驱轮3与油 泵4固定在两侧机架l上,调心托辊2与左侧固定支架5之间设置复合油缸6,复合油缸6的尾部与固定支架铰接,复合油缸6的活塞杆与调心托辊2的托辊架转动部分左侧铰接,用油管把油泵4的油口与复合油缸6尾部的油口接通。如图皮带7运行方向为前方时,当皮带 7向左跑偏,触动左侧检驱轮3,左侧油泵迅速输出压力油,通过复合油缸6的油路集成块进入油缸的无杆腔,推动活塞和活塞杆,有杆腔的液压油经油路集成块回复合油缸的油箱中,活塞杆迅速伸出,推动调心托辊2顺时针转动(即调心托辊左侧向前偏转),驱使皮带7向右跑而居中;当皮带7向右跑偏,触动右侧检驱轮3,右侧油泵输出压力油,通过复合油缸6的油路集成块进入油缸的有杆腔,推动活塞使活塞杆回缩,无杆腔的液压油经过油路集成块回到复合油缸6的油箱中,活塞杆迅速缩回,拉动调心托辊2逆时针转动(即调心托辊左侧向后偏转),驱使皮带7向左跑而居中。
http://jan885566.cn.b2b168.com






")





