GB1901公差与配合尺寸至500mm孔、轴工差带与配合
GB/T1804一般公差线性尺寸的未注公差
概述
本公司在吸收国内外技术和多年现场实践的基础上,自发研制出了新型全自动液压皮带对中装置,号为:ZL201320124152.3 ZL201320124548.8。目前已成功应用于冶金、矿山、电力、建材、煤炭等行业的皮带输送系统,是预防和校正皮带跑偏的理想设备。

工作原理及型号说明
液压调正装置是由检驱轮、油泵、复合油缸、油管总成、固定机架构成。当皮带运行跑 偏时,皮带与检驱轮接触,检驱轮带动油泵旋转,输出压力油控制驱动油缸往复运动,带动 调心托辊偏转,使调心托辊的线运动方向与皮带的运动方向形成一个夹角,产生的摩擦力驱 动皮带,使皮带始终在设定的范围内运行,从而避免皮带跑偏造成散料及皮带与皮带机机架 摩擦撕带,达到保护皮带机正常运行之目的。
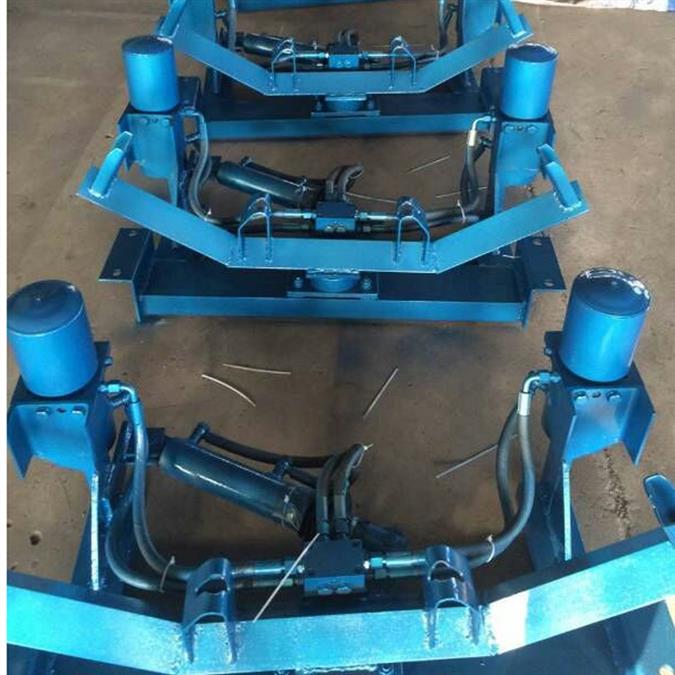
结构原理
参照附图,在机架l上一组调心托辊2的两侧相同高度设置两只垂直安装的检驱轮3,检驱轮3转轴与油泵4动力输入轴相连,用两个固定支架5分别把左右两侧的检驱轮3与油 泵4固定在两侧机架l上,调心托辊2与左侧固定支架5之间设置复合油缸6,复合油缸6的尾部与固定支架铰接,复合油缸6的活塞杆与调心托辊2的托辊架转动部分左侧铰接,用油管把油泵4的油口与复合油缸6尾部的油口接通。如图皮带7运行方向为前方时,当皮带 7向左跑偏,触动左侧检驱轮3,左侧油泵迅速输出压力油,通过复合油缸6的油路集成块进入油缸的无杆腔,推动活塞和活塞杆,有杆腔的液压油经油路集成块回复合油缸的油箱中,活塞杆迅速伸出,推动调心托辊2顺时针转动(即调心托辊左侧向前偏转),驱使皮带7向右跑而居中;当皮带7向右跑偏,触动右侧检驱轮3,右侧油泵输出压力油,通过复合油缸6的油路集成块进入油缸的有杆腔,推动活塞使活塞杆回缩,无杆腔的液压油经过油路集成块回到复合油缸6的油箱中,活塞杆迅速缩回,拉动调心托辊2逆时针转动(即调心托辊左侧向后偏转),驱使皮带7向左跑而居中。

2.2全自动稳调装置的密封性能
全自动稳调装置的密封性能必须满足MT821-2006标准的要求。
2.3全自动稳调装置使用寿命
全自动稳调装置使用寿命折算到纠偏装置实际使用寿命不得少于20000小时。现场使用时,纠偏装置损坏率应符合GB/T10595的规定
2.4产品简介:
该装置包括固定支架、液压转角装置、竖直支架、托辊支架、托辊、纠偏油泵、纠偏轮组成。
三、结构
液压纠偏装置包括设在箱内的转角装置、活塞杆、连杆、和旋转轴,通过转角装置内油缸的往返运动驱动活塞杆与连杆与旋转轴与托辊架相连。
http://jan885566.cn.b2b168.com







")













